Effect of disinfectant (70% IPA) on common 3D printing materials
This is the biggest 3D printing material comparison I’ve done so far, but let’s start from the beginning. So, we’re probably all going through quite a rough time at the moment. Many of us are afraid of getting sick and I gotta be honest I’m also a bit of a germophobe myself. During the last days and weeks there have been popping up quite a lot of designs of tools that try to, for example help us open things like doors without directly touching them. There is Materialise’ hands free door opener or a ton of different safe door opening hooks and plenty of other stuff around. Also, there is currently a huge initiative around 3D printed face shields being established. Even though I highly appreciate these efforts, I’ve been asking myself if 3D printing is the right technology for these applications. If you don’t have single use items you might need to consider to disinfect them in some way in regular intervals, because people are for example encouraged to sneeze into their elbows but then use the same part of their arm with the door opener. Even though the door opening hooks are designed for minimum surface contact you still touch the handle then put it into your trouser pockets and finally you use it on the next door, theoretically transmitting germs. So wiping these parts with common disinfectants or even submerging them is something that came up in my head. But how are our 3D printed materials affected by that? Are they getting weaker or even brittle over time? I don’t know so that’s why I 3D printed samples in probably the 10 most common materials, submerged them for 48h in 70% isopropyl alcohol, checked their dimensions and weight and most importantly tested the change in their strength. Just as a disclaimer, I can’t say anything about the effectiveness of this or other disinfecting methods, I’ll only try to find out – if you’re using this method, will it affect you part integrity. With their layer lines, pores and cracks, FDM 3D printed parts are very hard to clean so consider if it’s safe what you’re doing!
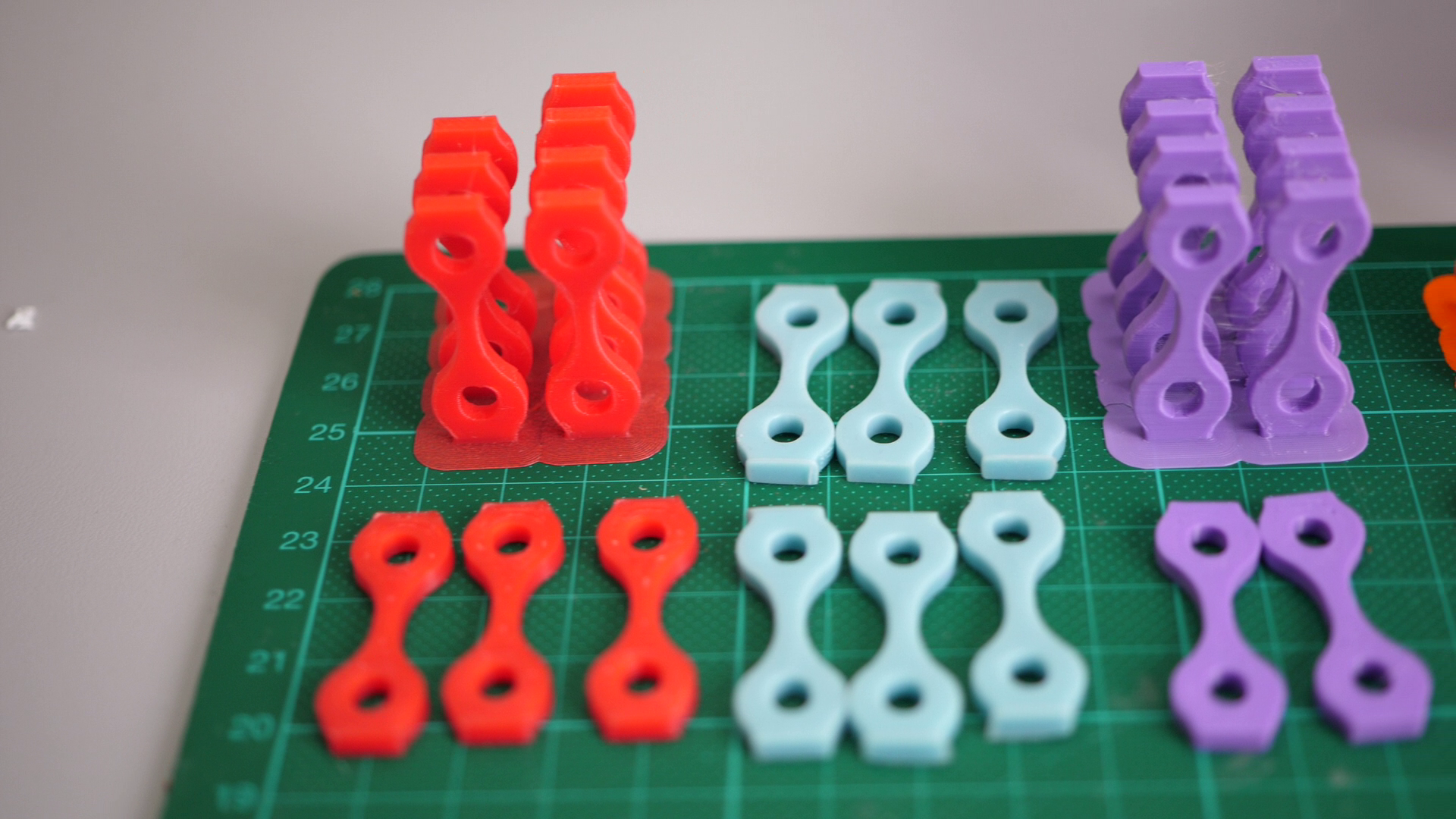
3D printed test samples
For this test I chose 70% IPA because this is the substance that you can find in the most common disinfectants and is effective against the current threat. I have already purchased a UV-C lamp with which I want to perform the same tests if there is enough interest. So if you want so see more, let me know and also be sure that you’re subscribed to not miss that. If you have any comments on the procedure also leave a comment below!
The materials that I will be testing are PLA from RedLine filaments, Hobbyking HIPS which is High Impact Poly Styrol, Prusament ASA, eSUN ABS, TPU from Extrudr, DasFilament PETG, Formfuturas Centaur PP filament, Hobbyking Premium Polycarbonate, PA12 or Nylon from Fibrthree and also standard blue resin from Elegoo. I did also include a resin because I think that due to its smooth surface in comparison to FDM 3D prints it might be easier to clean and therefor being better suitable for the intended application. Though I need to point out, that I’d be very hesitant to use regular resin 3D prints in any medical application at the moment due to the outgasings and allergy risks that you have with this material if it’s not certified for medical applications.
I 3D printed tensile test dog-bone specimens both lying on the bed and also vertical to see if and how layer adhesion is affected by the disinfectant. I’ll test one horizontal part and 3 standing parts for each material and condition. The parts were all printed on my two original Prusa i3 printers of which I have one in the Whambam hotbox which makes printing higher demanding materials a little bit easier due to the raised temperatures. Most parts printed without a problem, I think I just had some moisture problems with the TPU and also the nylon. I cleaned up the TPU parts but had to scrap the layer adhesion samples of the PA12 because they already failed while touching.

Print settings overview
Then I sacrificed, in the name of science, some of my isopropyl alcohol that is currently probably as valuable as fine whisky and mixed it in a 70/30 ration with distilled water. I separated the samples into two batches and weight plus measured them to monitor the effect of the liquid on the parts. After that I tossed the parts in the IPA mixture. I checked on the samples after 12, 24 and 48h always measuring and weighing them. The reason I treated the parts for so long and not only doing the 30s soak was to amplify the effect to a measurable level and to simulate a long-term use of the parts. This is very common and Formlabs for example lists their solvent compatibilities also in a kind of similar way.

Samples in 70% IPA
In terms of looks, none of the parts was really affected by the bath, only TPU really showed a major change because not only did the sample become crocked, it also grew in length. A good indication that something changed. Taking a look at the weight of the parts also confirmed that observation because it gained 6% in weight. All other parts only got less than 1% heavier only the resin part also gained 2% in mass. PETG seemed to be the least affected with only 0.16% increase.
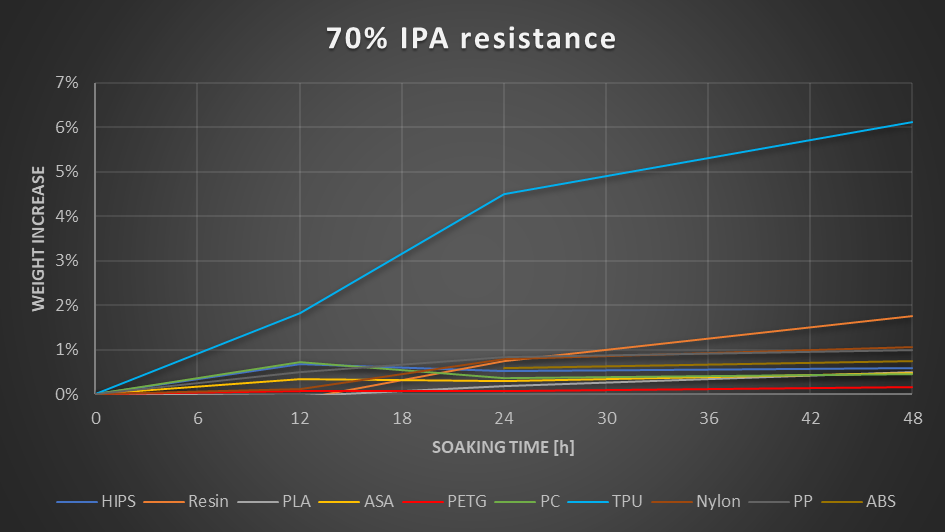
Change in weight over time in 70% IPA
Next we get to the more interesting tests and this is the structural integrity. You may have noted that the samples look a little different to what I used in the past. I designed them to be easier and quicker testable due to the sheer amount of tests that I had to perform. The new samples mostly worked fine, only some samples showed some issues that I will point out later. I measured the test section and then loaded the specimens one after the other into my universal test machine and then pulled them at a consistent speed until they failed.
Let’s take a look at the results. I’ll start with the weakest and we’ll work our way up to the strongest. All results are by the way also available on my website if you want to take a second look at the graphs.
The horizontal PP specimen was the weakest and it failed at 14.4MPa but the part out of the IPA bath was just as strong with 14.6MPa. Both samples didn’t fail and were very stretchy. Unfortunately, I just noticed during testing that the standing specimens were not printed with 100% infill why we can’t compare the two printing orientations but I’ll update these values on my website as soon as I retested them. Though also these results, soaked and unsoaked were basically the same. So PP doesn’t seem to be affected by the disinfecting solution which the material is actually known for and I for example had 3D printed trays in my IPA bath for resin prints for ages and never saw them degenerate.
Next, we get to HIPS. Here the horizontally printed parts didn’t seem to be affected by the soak and both were able to bear 25MPa of stress before failing. The standing parts unfortunately showed two inconvenient failures where the parts broke at the lug and not the test section which render these results useless. Though the remaining values also seem to be very similar and lets us conclude that also HIPS is not affected a lot by the water and isopropyl alcohol mixture.

HIPS sample in Universal Test Machine
Next come the resin parts that I printed on the Elegoo Mars and tried to cure them as equally as possible in my makeshift curing station. I only printed standing parts because resin prints, even though maybe not 100% isotropic, don’t show layer adhesion problems similar to FDM prints. The resin parts showed an increase in weight during the bath, so we could expect that something also changes in the strength. The parts ripped very cleanly in the middle. The untreated parts were able to bear 38MPa of stress, the soaked once considerably less with only 28MPa which is a reduction by 26%. So we definitely see an effect here!
Let’s now take a look at ABS which I, at first, didn’t have in my comparison because I though ASA is the new replacement for it but then realized that probably more people still have ABS instead of ASA at home. The untreated, horizontal specimen was able to bear 42MPa, the one after the treatment only 33MPa which is a reduction by 22%. The parts printed standing suffered even more because their strength reduced by more than 50% from 18MPa to 8MPa.
Next let’s check ASA which I at first assumed behaved like ABS. The horizontal parts failed at 48 and 46MPa which is very close. Unfortunately all standing and untreated parts failed at the lug though their strength was a little bit higher than the ones that were in the disinfectant bath. Even though the difference is not high, it can be assumed that the bath had at least a little effect on the material, but it seemed to be less affected than ABS was.
TPU behaved a little differently. This was the material that gained the most weight during the IPA bath and felt softer afterwards. If water, IPA or both seeped into that material is something that I don’t know. Due to the rubberyness of the material I had to stretch it a lot until it finally gave way. The untreated one was almost able to bear 50MPa, the disinfectant treated one only around 30, but still remarkable! The parts printed standing were not able to stretch quite as much but sill a significant amount and failed at 23 and 11MPa on average. So the disinfectant seemed to have a very noticeable effect, not only in strength but also in stiffness, though I think it didn’t make the material unusable. Though maybe consider that in your design.
Next came the probably second most common 3D printing material, PETG. The parts printed lying failed at 58 and 50MPa so the strength was reduced by the 48h in the solvent bath by 13%. The layer adhesion samples failed at 23 and 21MPa, so a strength reduction of 7%. The effect of the disinfectant seems to be measurable but it’s not highly detrimental.
The third strongest material was PLA with a horizontal strength of 60 and 57MPa, so a reduction of 5%. The layer adhesion samples seemed to be unaffected and all failed at around 35MPa so the effect of the IPA and water seem to be negligible.
Next came a very surprising contestant. I haven’t printed pure polycarbonate in the past but at least with the small samples and in the Hotbox, printing was no issue at all and the parts came out very clear. A material I definitely need to use more, especially due to it’s strength of 67 and 66MPa. The layer adhesion samples unfortunately mostly failed at the lug so the results are not really usable. I’ll update these values on my website as soon as I retested them. Still, it seems that PC also doesn’t seem to be affected a lot by the disinfectant and might be additionally interesting since it’s able to withstand temperatures up to 140°C.
The strongest material was the PA12 from Fiberthree that I had laying around that was able to bear an astounding 85MPa printed horizontally and dropped to 74MPa after the IPA bath. Unfortunately, because I wasn’t able to properly dry it on time, I wasn’t able to provide layer adhesion values though the drop of 13% in strength seems to be reasonable.

Tensile Strength of 3D prints before (blue) and after (orange) 48h in 70% IPA (grey: unusable)
In summary we have seen that there are some 3D printing materials that are more affected by the disinfecting solution than others. Even though some materials were degraded quite significantly, none of them got brittle to the point that it was not usable anymore and the 48h of submersion was quite significant. Still it shows that you should always think about which material is suited for the specific application because some environment conditions might have a bigger influence on the results as this isopropyl bath. I’m honestly quite excited about the results from the UV exposure test. If you have other ideas what I could check out then let me know in the comments!

Relative change in strength after 48h in 70% IPA